
Le tri et le recyclage du plastique en France
Le recyclage des emballages plastiques s’inscrit aujourd’hui dans un cadre réglementaire européen en pleine évolution, notamment avec le règlement relatif aux emballages et aux déchets d’emballages (PPWR), qui fixe des objectifs de recyclabilité, d’incorporation de matière recyclée, de réduction et de réemploi.
En France, ces objectifs sont mis en œuvre dans le cadre des filières de responsabilité élargie du producteur (REP), reposant sur une organisation collective de la collecte, du tri, du recyclage et de la valorisation des emballages. Dans ce contexte, le COTREP accompagne les industriels en proposant des recommandations visant à améliorer la recyclabilité des emballages plastiques et leur adéquation avec les filières de recyclage.
Les recommandations du COTREP sont représentatives de la réalité industrielle et sont donc basées sur le fonctionnement des usines de tri et de recyclage recevant des flux français.
Cette page a pour vocation de présenter les différentes étapes de façon simplifiées, pour plus de détails, se référer au guide COTREP sur la recyclabilité.
1ère étape : le tri chez le consommateur
Depuis 1992, les Français peuvent trier certains emballages séparément : les emballages papiers-cartons, les emballages métalliques, mais aussi les bouteilles et flacons en plastique.
Depuis 2011, avec le projet d’extension des consignes de tri, de plus en plus de Français peuvent désormais trier les pots, les barquettes, ainsi que les films en plastique.
En 2019, 23 millions de Français étaient concernés par cette extension et pouvaient trier tous les emballages. En 2025, 99 % de la population française peut désormais trier tous les emballages en plastique

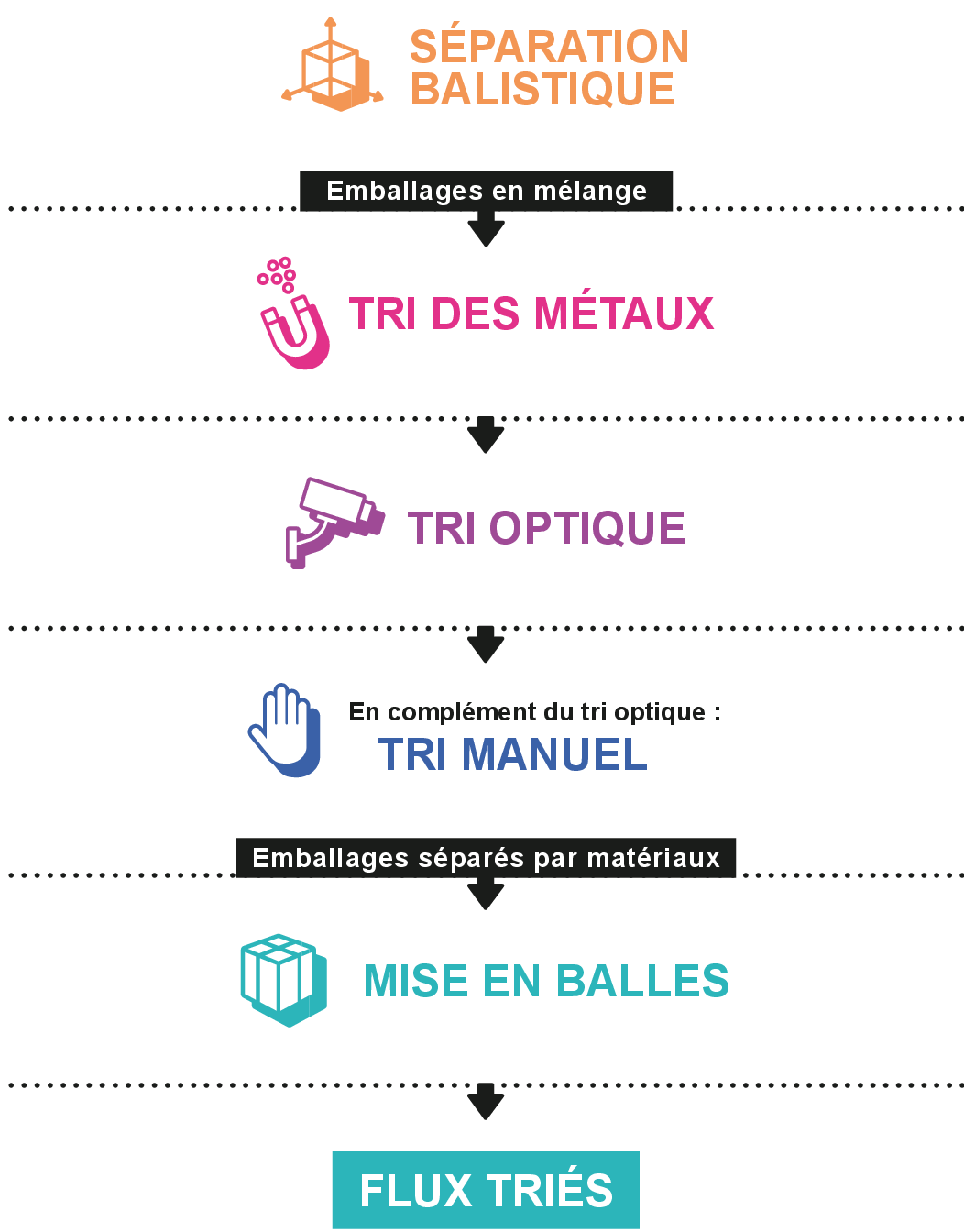
Schéma général simplifié du tri en centre de tri. Source : COTREP
2ème étape : le tri en centre de tri
Le projet d’extension des consignes de tri a nécessité une modernisation et une réorganisation du parc de centres de tri. A date, la France est passée de 260 centres parfois vétustes à 115 centres modernes équipés de différentes technologies pour séparer les différents types d’emballages. Plusieurs étapes ont lieu dans les centres de tri :
– Séparation balistique : Les emballages sont triés en fonction de leurs tailles et de leurs formes. Selon leur comportement, les emballages sont orientés vers les corps plats (sacs, films…) ou les corps creux (bouteilles, pots, barquettes…).
–Tri des métaux : Les emballages constitués en tout ou partie de métaux sont séparés : les métaux ferreux d’un côté, les non ferreux d’un autre.
Les emballages plastiques contenant des éléments métalliques (acier ou aluminium) peuvent être orientés avec les plastiques ou les métaux selon les quantités de métal et les réglages des machines, il faut donc les éviter.
– Tri optique : Le tri optique est une technologie qui permet d’effectuer un tri selon la matière, mais aussi un tri colorimétrique lorsque cela est nécessaire.
Le tri matière est réalisé via le proche infrarouge (NIR), ce qui permet de détecter et séparer les différentes résines plastiques.
Le tri colorimétrique est réalisé par caméra dans le domaine du visible (VIS) et s’applique majoritairement sur le flux de PET pour séparer par exemple un flux clair (emballages transparents et bleutés) et un flux coloré.
– Tri manuel : l’œil humain reste encore indispensable pour assurer une bonne qualité des matériaux triés en sortie des centres de tri.
– Mise en balles : Les différents flux de plastiques triés sont compressés sous formes de balles afin de faciliter et optimiser leur transport vers :
- les unités de régénération
- ou les centres de surtri : les emballages rigides qui font partie des flux en développement sont envoyés en centre de surtri afin de préparer les nouveaux flux pour l’envoi vers différents régénérateurs.
Le COCET, un comité technique dédié à l’étude du comportement des emballages en centre de tri
Depuis l’extension des consignes de tri en France, l’arrivée de plusieurs flux d’emballages différents en centre de tri pose de nombreux défis, et le besoin de mieux comprendre ces enjeux s’est précisé. Le COCET a donc été créé en 2021 pour étudier le comportement au tri des emballages ménagers, quels que soient les matériaux dont ils sont composés.
L’aptitude au tri étant une condition obligatoire pour statuer sur la recyclabilité d’un emballage, le COCET et le COTREP travaillent en complémentarité : le COCET émet des avis sur l’aptitude au tri des emballages dont le COTREP tient compte pour émettre ses recommandations.
Pour aller encore plus loin sur le tri des emballages, vous pouvez consulter le site du COCET : https://www.cocet.fr/
3ème étape : le recyclage mécanique
Les emballages collectés et triés en centre de tri et de surtri partent vers les filières de régénération existantes. Une unité de régénération de matières plastiques est un site industriel qui réalise au moins deux des opérations suivantes : lavage, broyage, densification, micronisation, granulation, compoundage.
A partir des balles de matériaux reçues par les régénérateurs, de la matière recyclée est produite grâce à plusieurs étapes :
– Délitage des balles : les balles d’emballages sont contrôlées puis ouvertes pour décompacter les emballages.
– Tri optique & Tri des métaux : comme dans les centres de tri, les régénérateurs de plastique sont équipés de trieurs optiques et de détecteurs de métaux pour réaliser un nouveau tri et éliminer les indésirables.
– Broyage : les emballages sont alors broyés en paillettes d’un centimètre environ. La présence d’éléments autres que plastique (billes en verre, élément métallique) peut endommager les équipements.
– Lavage : Les paillettes sont lavées pour retirer les particules et résidus (étiquettes, colles, encres, souillure, etc.)
Conditions de lavage dans l’eau :
- PET : 60-90 °C en conditions basiques
- PE/PP/PS : eau à température ambiante
En fonction des encres, des pigments ou des colles utilisées, des particules peuvent perturber la régénération ou polluer les eaux de lavage.
– Flottaison : les paillettes sont séparées en fonction de leur densité, celles qui ont une densité supérieure à 1 coulent, et celles qui ont une densité inférieure à 1 flottent. Chez un régénérateur de PET (d>1), c’est la matière qui coule qui va l’intéresser en particulier, chez les régénérateurs de polyoléfines (PE ou PP), c’est la matière qui flotte qui va l’intéresser.
– Tri optique sur paillettes : certains régénérateurs sont équipés d’équipement de tri optique qui permet de trier les paillettes en fonction de la matière et de leur coloration.
– Extrusion / Granulation : certains régénérateurs peuvent réaliser une étape d’extrusion/granulation qui consiste à chauffer les paillettes ensemble. La matière fondue ainsi produite passe ensuite au travers d’une filière pour produire des spaghettis qui seront coupée en petits morceaux. Ces derniers s’appellent des granulés plastiques et pourront directement être utilisés dans les procédés de plasturgie.
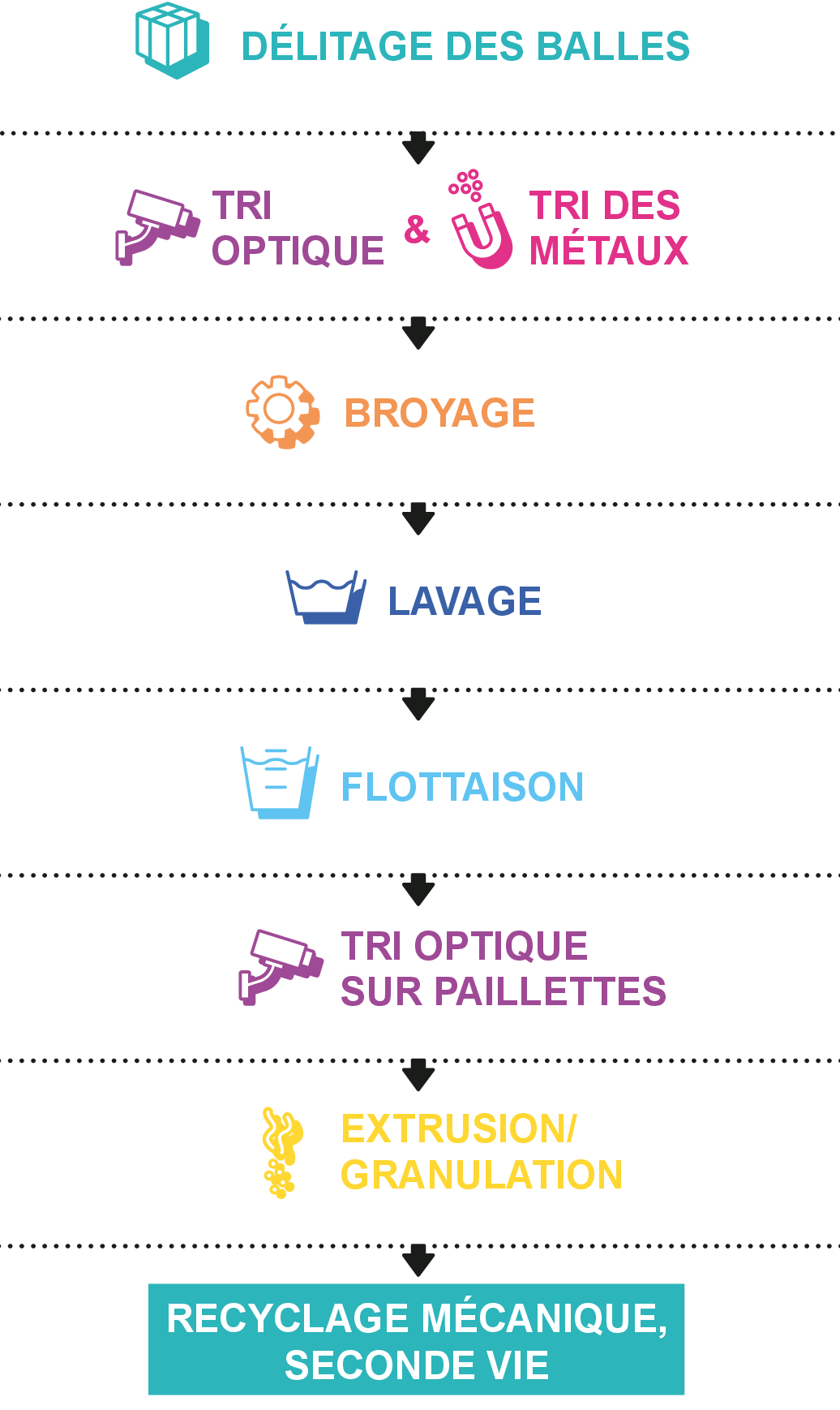
Schéma général simplifié de la régénération des plastiques. Source : COTREP
La matière recyclée est ensuite réincorporée dans de nouveaux produits.



4ème étape : l’utilisation de matière recyclée dans de nouveaux produits
Aujourd’hui, le recyclage mécanique est majoritaire en Europe. Les applications des polymères recyclés varient en fonction de leurs caractéristiques mécaniques, leur couleur, leurs quantités disponibles ou leur capacité à être intégrés ou non dans des produits aptes au contact alimentaire.
Il existe donc des débouchés différents en fonction des typologies d’emballages traitées.
Par exemple il est possible de produire des nouvelles bouteilles en PET à partir des bouteilles PET clair, ou encore produire des pièces pour l’automobile à partir d’emballages rigides en PE.
Des solutions de recyclage mécaniques et/ou chimiques sont à l’étude pour les filières en développement. Les applications visées pour la matière recyclée concernent principalement la réintégration dans l’emballage, notamment pour les barquettes PET clair multicouches et pour les barquettes PET coloré monocouches et multicouches.
Le détail des débouchés pour chaque typologie d’emballage est disponible dans le guide COTREP.
Favoriser le développement de nouveaux débouchés : l’enjeu des matières claires
Les débouchés des plastiques recyclés dépendent fortement des caractéristiques finales de la matière régénérée, notamment de sa couleur.
Le recyclage d’emballages colorés, en particulier de teintes sombres, conduit majoritairement à la production de matières plastiques recyclées foncées dont les possibilités d’utilisation sont limitées. En effet, les procédés de désencrages ne sont pas généralisés aujourd’hui compte-tenu de l’absence d’efficacité sur les emballages teintés dans la masse et sur la majorité des emballages imprimés.
À l’inverse, l’utilisation des matières claires ou non colorées ainsi que la limitation d’utilisation d’encres au minimum nécessaire constituent des leviers essentiels pour répondre aux attentes des industriels et développer de nouveaux débouchés de la matière recyclée. Par exemple pour des applications à plus forte valeur ajoutée telles que le retour à l’emballage, dans la perspective du règlement PPWR.
C’est pourquoi les régénérateurs encouragent l’usage de couleurs claires ou neutres, ainsi que d’éléments n’impactant pas durablement la teinte de la matière recyclée (par exemple : barrière métallisée, encres métallisées, colorants sombres, etc.). Ce choix de conception contribue directement à élargir les possibilités de recyclage et à renforcer la circularité des emballages plastiques.